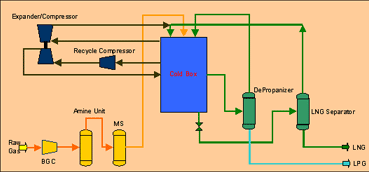
We provide complete control system platform (software and hardware) for commercial LNG processes to reduce the energy consumption. For small scale LNG plants like the remote gas liquefaction process, we provide compact, simple and yet effective controls to reduce losses at an affordable and attractive price.
The milled grain is mixed with process water, the pH is adjusted to about 5.8, and an alpha-amylase enzyme is added. The slurry is heated to 180-190°F for 30-45 minutes to reduce viscosity.
The slurry is then pumped through a pressurized jet cooker at 221°F and held for 5 minutes. The mixture is then cooled by an atmospheric or vacuum flash condenser.
After the flash condensation cooling, the mixture is held for 1-2 hours at 180-190°F to give the alpha-amylase enzyme time to break down the starch into short chain dextrins. After pH and temperature adjustment, a second enzyme, glucoamylase, is added as the mixture is pumped into the fermentation tanks.
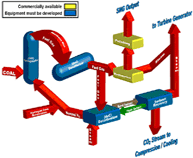
The first step in one of the coal-to-gas processes is to feed the coal or biomass and the catalyst into the methanation reactor. Inside the reactor, pressurized steam is injected to fluidize the mixture and ensure constant contact between the catalyst and the carbon particles. In this environment, unlike the conventional gasification shown above, the catalyst facilitates multiple chemical reactions between the carbon and the steam on the surface of the coal or biomass. These reactions (shown below) catalyzed in a single reactor generate a mixture predominately composed of methane and CO2.
Catalytic Gasification Reactions
Steam carbon:
C + H2O –> CO + H2
Water-gas shift:
CO + H2O –> H2 + CO2
Hydro-gasification
2H2 + C –> CH4