PiControl Solutions LLC has extensive experience in advanced process control optimization for ammonia and urea processes. We understand the economics factors that drive the profit margin and have customized multivariable closed-loop system identification and advanced process control (APC) design and optimization tools to help optimize and improve the ammonia and urea processes.
We focus to analyze the process and provide the right economic advanced control solution for each ammonia and urea process. The main opportunity for achieving APC (advanced process control) benefits is based on the fact that the ammonia and urea production process is not very interactive, it is rather serial process. Poor control, oscillations and deviations in one control loop can cause problems only in the downstream unit, but not upstream of the process since the process is very sequential.
Our DCS-based APC (advanced process control) methodology has proven particularly successful in this ammonia and urea area. Our DCS-based APC (advanced process control) design will result in the following ammonia and urea benefits:
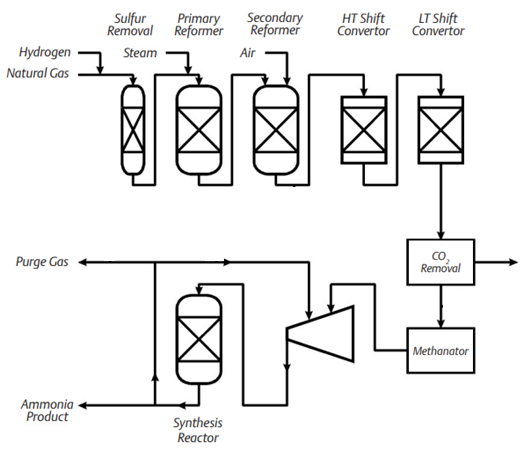
There are a couple of key measurements that must be made to keep the ammonia plant operating efficiently:
- The most critical measurement is the hydrogen to nytrogen ratio between the synthesis reactor and the compressor in the recycle stream. The ratio must be keep at the proper levels to get the maximum formation of ammonia at each pass.
- Another important ratio to maintain is steam to hydrocarbon ratio. The ratio must be keep at the proper levels to get the maximum formation of hydrogen needful for ammonia production. Many times this is tracked by methane conversion on the exit stream of the secondary reformer.
- To maximize operating efficiency of ammonia production unit it is also good to keep track of CO and CO2 production and separation.
- The control of process inert gases such as argon, methane and others is important in order to maintain constant converter feed ratios, since much of the converter feed make up is a result of recycled converter gases after ammonia production.
- Waste water is often high in ammonia production, therefore even in wastewater treatment unit (as a part of ammonia production) certain variables needs to be tightly controlled.
- Improved operation of feed compressor
- Improved operation of feed furnace
- Improved heating operation of furnaces related to Primary/Secondary Reformers
- Improved High/Low Temperature Shift Convertors (HTSC/LTSC)
- Improved operation of Synthesis Compressor
- Minimization of Ammonia flaring
- Improved stability and efficiency of Steam production unit
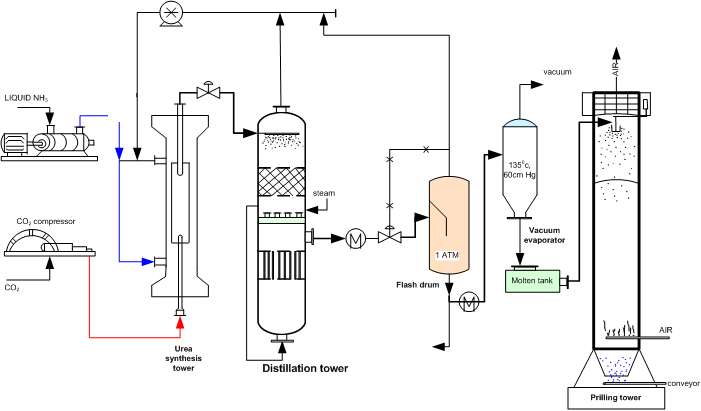
There are a couple of key measurements that must be made to keep the urea plant operating efficiently:
- Improved operation of Stripper, Carbamate Condenser and Urea reactor
- Improved temperature control of a Flush Drum
- Improvements of Evaporator unit operation considering % of biuret and moisture
- Improved operation of a Prilling section
- Improved operation of Vacuum section
- Improvement of Scrubber operation
- Improvement of Adsorber section operation
- Improvement of Desorption and Hydrolysis units operation
- Other potential benefits could be also done in Ad-Blue and NP sections
Maintaining tight control of these variables results in significant economic benefits to ammonia and urea production, as follows:
- lower fuel costs
- lower steam production
- higher yields
- overall optimized efficiency
After DCS work on advanced process control (APC) schemes is complete and all advanced process control (APC) parameters are calculated and optimized, PiControl Solutions LLC will over factory acceptance test (FAT) make sure that the advanced process control (APC) design is complete, correct and operable. After completion of process control (APC) control project, PiControl Solutions LLC will conduct dedicated process control training for ammonia company.
For ammonia and urea processes we typically ensure 2-4% increase in profits, smoother plant operation, automated loading and unloading and less work for the operators.
PiControl is an innovative process control software and services company that offers state of-the art, modern solutions at a lower cost, implemented in shorter time compared to competitors.
PiControl Solutions is the only process control and automation company in the world which can perform any advanced process control (APC) project completely remotely. Nowadays, every country uses high speed and reliable internet connection and with a help of medium to high resolution cheap web-cameras or even over widely used remote meeting and screen sharing applications it is possible to do complete design, tuning and optimization, FAT test and start-up of any advanced process control project. Over this low cost online/remote approach huge travel and accommodation costs can be saved and human health and safety can be kept on the high level.